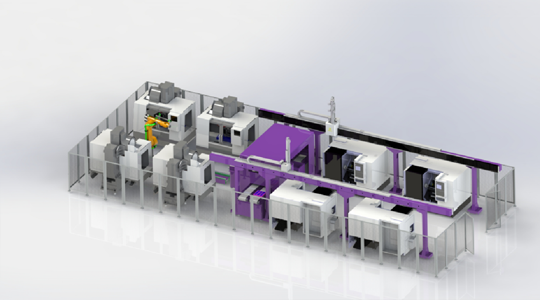


核心技術(shù)

自動(dòng)化生產(chǎn)線的應(yīng)用于人工操作看似并無(wú)多大差距,,但是實(shí)際應(yīng)用過(guò)程中有巨大差異,,我們通過(guò)采集市場(chǎng)上其他品牌的的自動(dòng)化生產(chǎn)線在客戶使用情況,我們發(fā)現(xiàn)100條產(chǎn)線中,,能夠穩(wěn)定運(yùn)行持續(xù)為客戶創(chuàng)造價(jià)值的只有40條,,包括前面40天在內(nèi)的,,能夠使用的總計(jì)不超過(guò)70條,剩余的30條都是不能使用或是使用的很不穩(wěn)定的,,其中50%為機(jī)器人非標(biāo)制造的不穩(wěn)定,,50%是產(chǎn)線的應(yīng)用問(wèn)題,應(yīng)用問(wèn)題主要在加工工藝的優(yōu)化,、工序的集中處理,、復(fù)雜工況的處理上(纏繞屑、夾傷,、形變),、刀具的優(yōu)化、機(jī)床夾具的方式,、產(chǎn)線布局的合理性問(wèn)題上,,而應(yīng)用問(wèn)題通常做自動(dòng)化的公司都交由客戶自行處理,自動(dòng)化公司不會(huì)為客戶提供此類(lèi)方案,,而清智科技為客戶提供整體解決方案,,我們從工件加工工藝的分析、節(jié)拍的換算,、工藝的集中,、切削參數(shù)的調(diào)整、機(jī)床斷屑方案,、刀具和刀桿選型,、輔助設(shè)備選型、機(jī)床應(yīng)用參數(shù)調(diào)整,、夾具設(shè)計(jì)和改良,、產(chǎn)線布局的一整套方案,我們擁有6名資深應(yīng)用工程師,,只針對(duì)產(chǎn)線的應(yīng)用進(jìn)行優(yōu)化和布局,確保我們交付的產(chǎn)線100%為客戶創(chuàng)造價(jià)值,;
1,、機(jī)床夾具的考慮和應(yīng)用,主要影響因素:
機(jī)床夾具的夾持精度,、穩(wěn)定性,,簡(jiǎn)單的例如:數(shù)控車(chē)床卡爪修整,在產(chǎn)線應(yīng)用的情況下我們考慮因素:
l 裝夾力的可靠性,,工件夾持必須安全,,夾緊的摩擦力夠,工件夾緊后不能松動(dòng)或是變形,;
l 裝夾對(duì)工件產(chǎn)生的形變,,針對(duì)于薄壁件,、軟材,我們需要為客戶考慮夾持方式和受力點(diǎn),,來(lái)保證工件的不變形同時(shí)夾持不松動(dòng),;
l 卡爪的自動(dòng)清潔,卡爪的設(shè)計(jì)必須能夠滿足工件加工過(guò)后工件取出后夾爪能夠清潔方便,,不會(huì)留下殘?jiān)?,影響下個(gè)工件的裝夾;
l 裝夾工件的檢測(cè),,工件裝夾在機(jī)床上后,,裝夾到位的檢測(cè),這樣確保每一個(gè)工件裝夾到位,;
 |  |  |
修改前卡盤(pán)卡爪 修改前整個(gè),,不利于排屑 | 修改后卡盤(pán)卡爪 修改后利于排屑 | 修改應(yīng)用自動(dòng)化產(chǎn)線的車(chē)床上,工件拿取后,,通過(guò)吹氣可以將卡盤(pán)的上鐵屑清理干凈,,因?yàn)殍F屑問(wèn)題影響產(chǎn)線的整體運(yùn)行; |
 |  |
為了便于機(jī)器人自動(dòng)裝卸設(shè)計(jì)的車(chē)床自動(dòng)夾具,,因?yàn)槿斯で闆r應(yīng)用的產(chǎn)線夾具和自動(dòng)化產(chǎn)線情況下應(yīng)用的夾具不同,,此夾具必須考慮加工精度穩(wěn)定、夾持力滿足,,同時(shí)考慮異性工件的形變以及夾具的自清潔功能,; | |
 |  |
大型薄壁零件的夾具,確保夾緊力的前提下控制薄壁零件的形變和切削時(shí)產(chǎn)生的震動(dòng)的松脫,; | |
 |  |
便于零件機(jī)器人拿取并帶自動(dòng)清潔和檢測(cè)的立式車(chē)床夾具的,,同比常規(guī)的立車(chē)自動(dòng)夾具多清潔和檢測(cè)功能; | |
 |  |
與常規(guī)的加工中心自動(dòng)夾具項(xiàng)目,,此夾具具備工件裝夾的自動(dòng)檢測(cè),,夾具自清潔,由于在產(chǎn)線設(shè)計(jì),,我考慮夾具設(shè)計(jì)的導(dǎo)向功能,,便于機(jī)器人交換裝夾; | |
2,、加工工藝優(yōu)化和斷屑解決案例
 |  |
自動(dòng)產(chǎn)線的斷屑的解決方案,,45號(hào)鋼,車(chē)削斷屑 | |
 |  |  |
自動(dòng)化自動(dòng)產(chǎn)線的斷屑的解決方案,,42Cr調(diào)質(zhì)HRC35°,,車(chē)削斷屑 | 鋁件的短屑方案,采用帶短屑的PCD刀具應(yīng)用 | |
 |  |
便于斷屑的刀桿改良 | 便于高剛性切削提供的刀桿改良,,確??蛻粜?/span> |
 |  |
為提高T型螺紋切削效率和解決振刀問(wèn)題,,我們優(yōu)化的刀具方案 | |
 |  |  |
為了提高高精度噴油嘴盲孔加工和斜孔加工,我們?yōu)榭蛻籼峁┑臋C(jī)床附件優(yōu)化和工藝優(yōu)化 我們清智科技在用核心團(tuán)隊(duì)的核心解決能力,,為客戶提供了整體解決方案,,為客戶創(chuàng)造核心價(jià)值,確保每一個(gè)客戶的每一條產(chǎn)線穩(wěn)定,、高效,、可靠的運(yùn)行!,! | ||


